Si vous souhaitez approcher une position dépendante de la machine dans un programme CN, autrement dit une position qui est indépendante du point d'origine, des conversions de coordonnées et des données d'outils, vous pouvez le faire avec la fonction M91. Dans des séquences de positionnement qui comportent la fonction auxiliaire M91, les coordonnées indiquées se réfèrent toujours au système de coordonnées de la machine. La fonction auxiliaire M91 agit uniquement séquence par séquence. Pour déterminer les coordonnées dans le système de coordonnées machine, procédez comme suit :
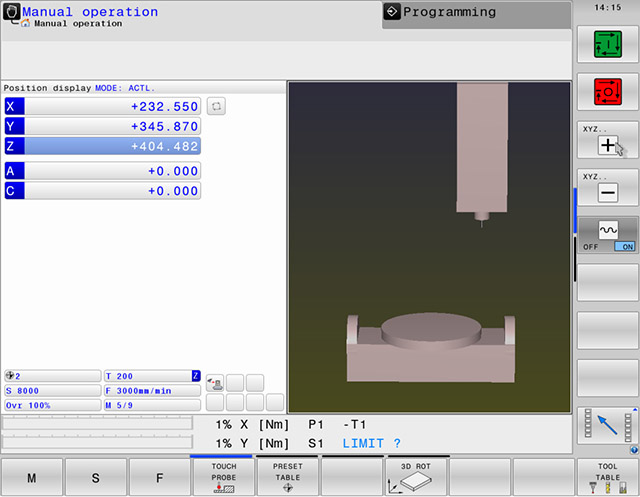
1. En mode Manuel, placez les axes à la position à laquelle vous souhaitez positionner le programme par la suite.
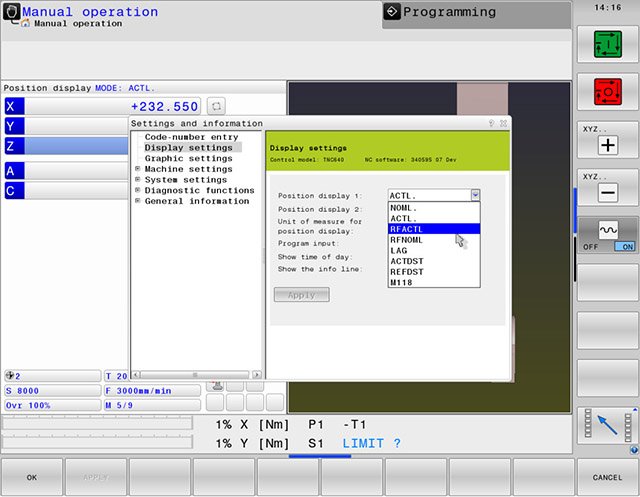
2. Appuyez sur la touche MOD
3. Réglez l'affichage de positions 1 sur REFEFF
4. Appuyez sur la softkey MEMORISER
5. Appuyez sur la softkey OK
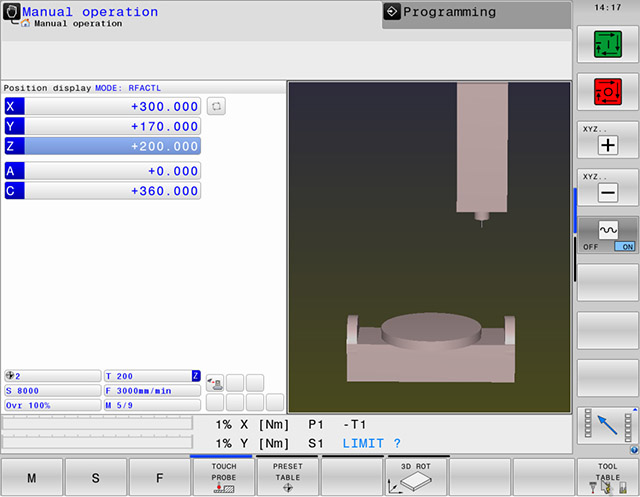
6. Retenez les valeurs de position affichées
7. Réinitialiser l'affichage des positions dans le menu MOD au réglage d'origine
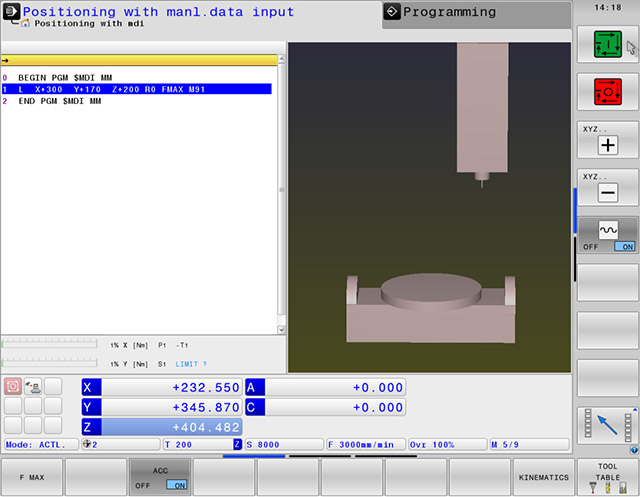
8. Dans le programme CN ou en mode Positionnement Manuel, programmez une séquence CN dans laquelle vous entrerez comme coordonnées les valeurs que vous avez retenues, ainsi que la fonction auxiliaire M91. Par exemple :
L X+300 Y+170 Z+200 R0 FMAX M91
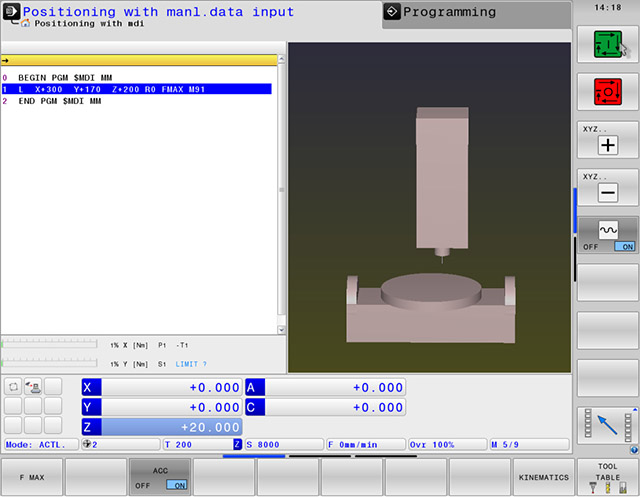
Si vous lancez cette séquence CN avec START CN, la CN positionnera toujours les axes à la même position, indépendamment du point d'origine et des données d'outils.
Notez aussi qu'aucune conversion de coordonnées (inclinaison du plan d'usinage, par exemple) ne pourra fonctionner.