Wanneer u in een NC-programma naar een machinegerelateerde positie wilt verplaatsen, dus een positie onafhankelijk van het referentiepunt, van coördinatenomrekeningen en gereedschapsgegevens, kunt u dit met de functie M91 realiseren. Bij positioneerregels met de additionele functie M91 hebben de opgegeven coördinaten altijd betrekking op het machinecoördinatensysteem. De extra functie M91 werkt alleen regelgewijs. Ga als volgt te werk om de coördinaten in het machinecoördinatensysteem te bepalen.
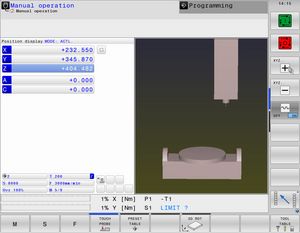
1.Verplaats in handbediening de assen naar de gewenste positie die u later in het programma wilt positioneren.
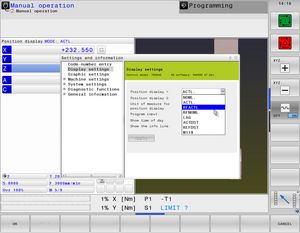
2. Druk op de MOD-toets
3. Zet de digitale uitlezing 1 op REFIST
4. Druk op de softkey OVERNEMEN
5. Druk op de softkey OK
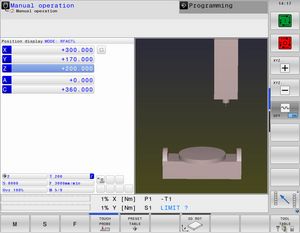
6. Noteer de waarden die in de digitale uitlezing worden weergegeven
7. Reset de digitale uitlezing in het MOD-menu weer naar de oorspronkelijke instelling
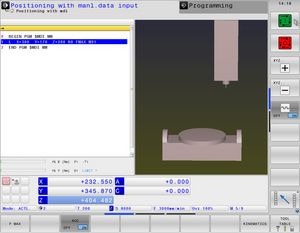
8. Programmeer in het NC-programma of in de werkstand Positioneren met handinvoer een NC-regel waarbij als coördinaten de genoteerde waarden en de additionele functie M91 worden ingevoerd. Bijvoorbeeld:
Wanneer u deze NC-regel met NC-START start, positioneert de besturing de assen altijd op dezelfde positie, onafhankelijk van het referentiepunt en de gereedschapsgegevens.
Let erop dat ook geen coördinatenomrekeningen, zoals Bewerkingsvlak zwenken, werken.