


TNC 110
The TNC 110 makes its debut. It does not have program memory and requires only a 10-page manual for setup and operation.

TNC 121
Just one year later, the TNC 121 appears, featuring program memory and the now-familiar orange function keys.

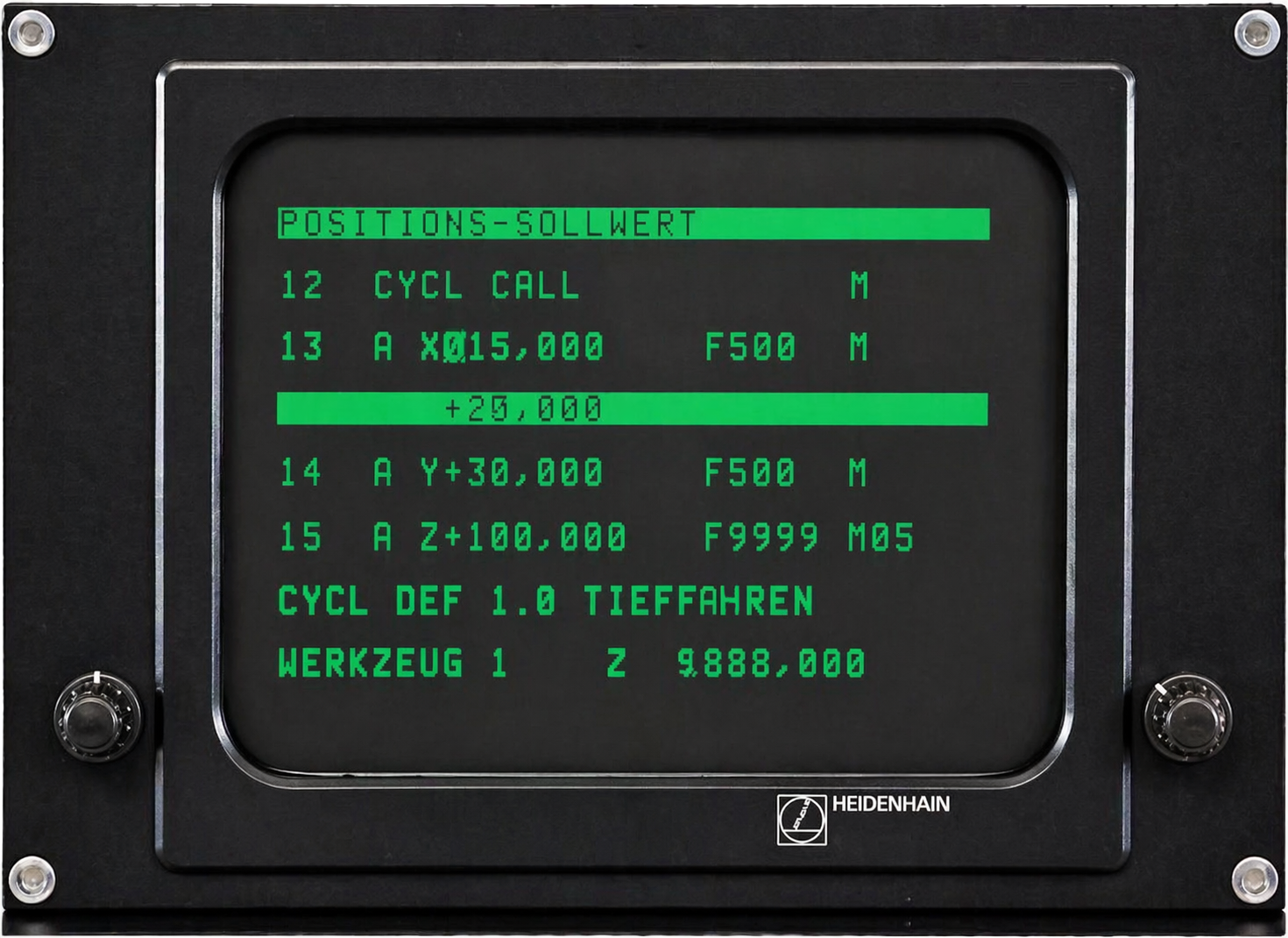
TNC 135
HEIDENHAIN introduces Klartext conversational programming with the TNC 135. Klartext provides intuitive step-by-step guidance through all NC programming steps (today in over 20 languages). As the first TNC control with a monitor, it set new standards in user-friendliness.

TNC 145
The first TNC contouring control appears. Thanks to dialog-guided Klartext programming, users can now program complex contours directly at their machine.

TNC 155
The TNC 155 appears, featuring graphical simulation during machining. Now supporting ISO programming, the TNC controls can be deployed in vocational training settings.

TNC 355
Separating the keyboard from the logic unit quickly proves to be a recipe for success.

TNC 426
Featuring speed and current controllers, the TNC integrates comprehensive motion control, offering a complete package that includes drives and motors.

iTNC 530
The iTNC 530 (“i” stands for “intel-processor architecture”) continues the already longstanding tradition of TNC contouring controls while raising the bar in terms of performance and speed. For the first time, the NC main computer is separated from the controller unit.

TNC 640
This is the first TNC control to unite milling and drilling operations for done-in-one machining. It also features a new keyboard design, an elegant stainless-steel housing, and a spacious 19-inch monitor.

TNC7
The TNC7 delivers practical and meticulously engineered solutions for day-to-day challenges, combining familiar Klartext functions with all-new features such as graphical programming.
Since the first TNC 110 appeared in 1976, HEIDENHAIN controls have stood for shopfloor-friendly CNC technology, supporting machine operators with dialog-guided, on-machine programming. Because centralized programming stations were often too expensive or impractical, CNC programs were often created directly at the machine, especially in the moldmaking industry.
In 1979, the TNC 135 was the first TNC control to feature Klartext programming. This point-to-point and straight-cut control for machines with three axes was also the first TNC control with a screen, thereby raising the bar in terms of user-friendliness.
HEIDENHAIN Klartext programming is known for its intuitive and operator-friendly approach. Users are conversationally guided through the programming process in easy-to-understand language. This active guidance makes it easy to know when and where to enter information, nowadays in over 20 languages.
TNC machining programs are also forward compatible. Programs from older TNC generations can run on new controls. When upgrading to a more powerful TNC control, users therefore only need to familiarize themselves with new functions rather than starting over again from scratch.
Training offerings with high practical value enjoy a longstanding tradition at HEIDENHAIN, where they have undergone decades of refinement and expansion. Today, they are a key factor in the successful implementation of HEIDENHAIN technology.
The foundation for this success story was laid in 1981, which saw the creation of a new, initially one-person corporate department called “Customer Service, Training, and Documentation.” Its aim was to train HEIDENHAIN distributors in using and repairing the TNC 121, TNC 125, and TNC 131 controls. One year later, TNC programming courses were being offered on a regular basis. At first, these offerings were intended solely for machine manufacturers, who in turn would convey this knowledge to their customers. HEIDENHAIN supplemented its training portfolio with field-servicing and repair courses—but initially only for its distributors.
An important step came later in 1992, when all training offerings were brought under the Technical Training department. At this time, the attendee profile saw a significant change, with a sharp rise in the proportion of end users. This development triggered a shift in focus toward even more practical, hands-on learning. To meet the rising demand, we multiplied our training offerings and made them international:
- Today, TNC programming courses are offered at HEIDENHAIN global distributors in their respective regional languages
- Since 2000, training courses have been offered by authorized training partners who adhere to unified HEIDENHAIN standards of quality
A key milestone was reached in 2012, when our state-of-the-art training center first opened its doors at our corporate headquarters in Traunreut, Germany. Here, high-tech classrooms and a 380 square-meter machine shop continue to provide the ideal conditions for hands-on learning. Attendees practice their newfound knowledge on personal programming stations, transfer their self-written NC programs to CNC controls in the machine shop, and refine their work on real-world machine tools for a deeper level of understanding they won't forget.

