Move to machine-based position
NC FAQ1119
If you want to move to a machine-based position in an NC program, i.e. a position independent of the datum, the coordinate transformations and the tool data, you can do it with the M91 function. Positioning blocks with the miscellaneous function M91 always show coordinates with respect to the machine coordinate system. Miscellaneous function M91 is effective only blockwise. In order to determine the coordinates in a machine coordinate system, proceed as follows.
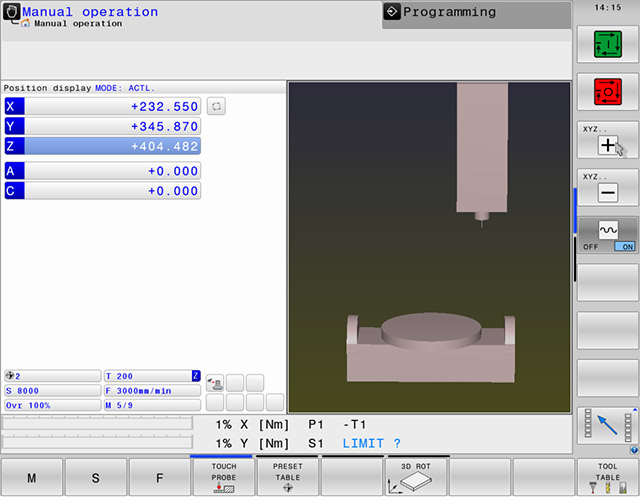
1. 1. Move the axes in manual mode to the position that you would like to position to later in the program.
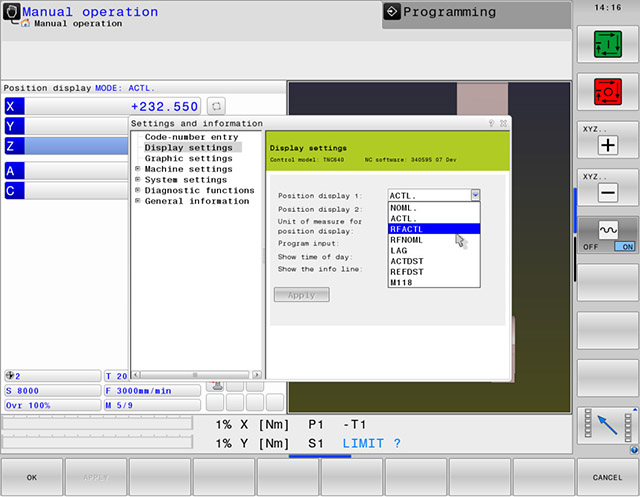
2. Press the MOD key
3. Set the position display 1 to RFACTL
4. Press the APPLY soft key
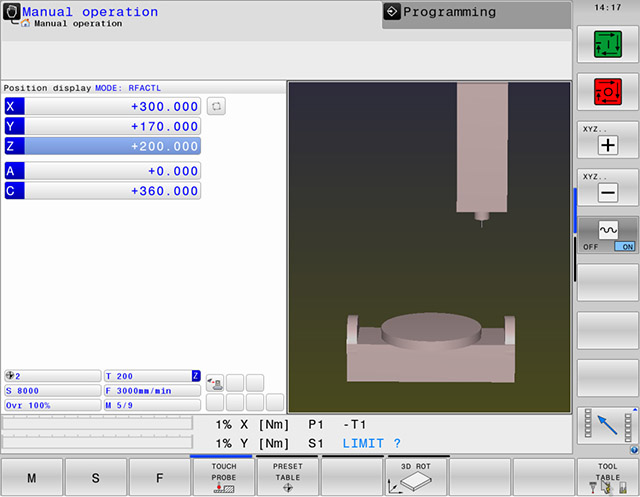
5. Press the OK soft key
6. Write down the values shown in the position display
7. In the MOD menu, reset the position display to its original state
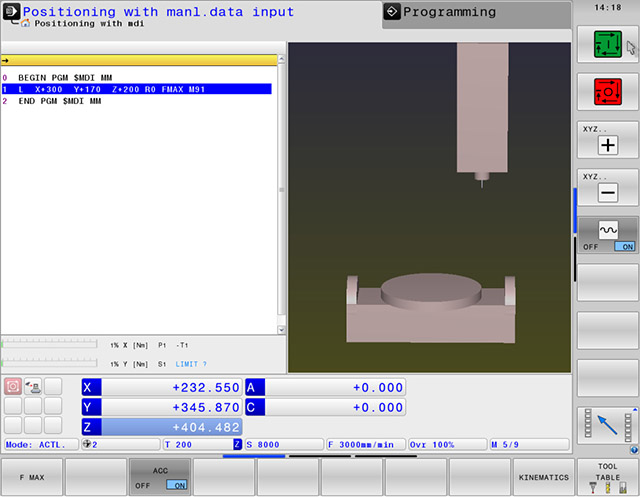
8. In the NC program, or in the Positioning with Manual Data Input operating mode, program an NC block in which you enter the values you wrote down as coordinates as well as the miscellaneous function M91. For example:
L X+300 Y+170 Z+200 R0 FMAX M91
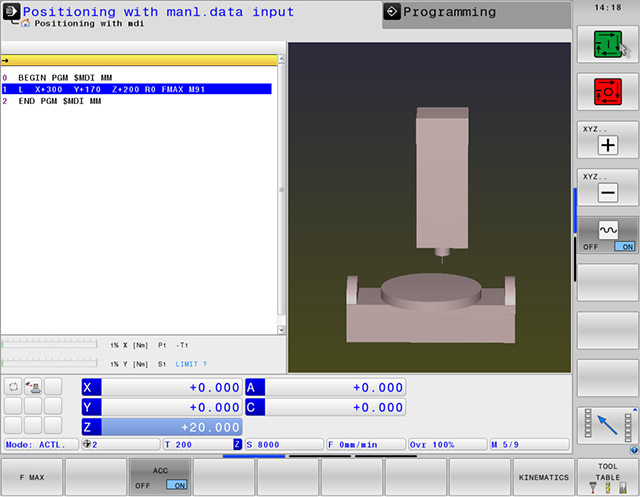
If you start this NC block with NC START, the control always positions the axes to the same position, regardless of the datum and the tool data.
Remember that coordinate transformations, such as tilting the working plane, are also not in effect.